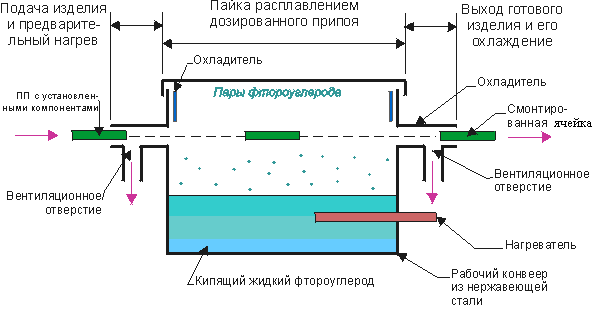
Способ пайки в парогазовой среде (ПГС) является разновидностью пайки оплавлением дозированного припоя (ОДП), в ходе которой пары специальной жидкости конденсируются на печатной плате, передавая энергию парообразования открытым участкам микросборки. При этом припойная паста расплавляется и образует галтель между выводом компонента и контактной площадкой платы.
Когда температура платы достигает температуры жидкости, процесс конденсации прекращается, тем самым заканчивается и нагрев пасты. Повышение температуры платы от ее начальной температуры (например, окружающей среды перед пайкой) до температуры расплавления припоя, осуществляется очень быстро и не поддается регулированию. Поэтому необходим предварительный подогрев платы с компонентами для уменьшения термических напряжений в компонентах и местах их контактов с платой. Температура расплавления припоя также не регулируется и равна температуре кипения используемой при пайке жидкости.
Существуют два типа установок для пайки ОДП в ПГС: с применением одной либо двух рабочих жидкостей. В первых установках для пайки в ПГС применялись две рабочих жидкости. С целью предотвращения утечки паров дорогого фторуглерода и припоя поверх основной технологической среды из инертного фторуглерода создавалась дополнительная технологическая среда из более дешевого фреона. Основной недостаток этих установок состоял в том, что на границе двух технологических сред происходило образование различных кислот. Поэтому для защиты коммутационных плат требовались системы нейтрализации кислот.
Установки для пайки с двумя рабочими жидкостями оказались непригодны для линии сборки электронной аппаратуры. Поэтому стали выпускать установки для пайки ОДП в ПГС, встраиваемые в технологические сборочно-монтажные линии. Такие установки имеют относительно небольшие входное и выходное отверстия, позволяющие реализовать систему с одной технологической средой.