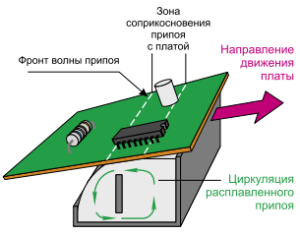
Групповая пайка волной припоя, используемая при монтаже печатных плат – технология, хорошо зарекомендовавшая себя на протяжении многих лет. При помощи компрессоров в ванне с расплавленным припоем создаётся непрерывный поток — волна припоя, через который движется печатная плата с установленными на неё компонентами. При соприкосновении нижней части печатной платы с волной припоя происходит формирование паянных соединений.
Основное предназначение данной технологии — эффективная автоматизированная пайка разнотипных как SMD, так и ТНТ (выводных) компонентов. Для минимизации риска появления дефектов пайки волной — коротких замыканий и отсутствие паек — следует учитывать ряд факторов ещё на этапе разработки плат. Три принципа, на которых базируется данная технология: правильный выбор номенклатуры элементной базы, грамотная компоновка (дизайн) печатного узла и выбор правильной геометрии контактных площадок для компонентов на нижней стороне ПП.
Элементная база
Ограничения на использование тех или иных типов компонентов на нижней стороне ПП в случае использования пайки волной накладывает сам принцип данной технологии – формирование паяных соединений путём «омывания» компонентов и (или) их выводов расплавленным припоем.
| Тип компонента, который нельзя располагать на нижней стороне ПП | Причина |
|---|---|
| Компоненты со штыревыми выводами (ТНТ) | Не могут быть запаяны (либо могут быть разрушены) при погружении в расплавленный припой |
| SMD компоненты с высотой корпуса более 3,5 мм | Низкая эффективность пайки из-за эффекта «затенения», высокая вероятность зацепления за элементы конструкции ванны припоя |
| SMD компоненты с малым шагом выводов (менее 0,8 мм) | Высокая вероятность возникновения коротких замыканий между смежными выводами |
| Компоненты, не рассчитанные на применение технологии пайки волной | Компоненты, которые могут быть разрушены либо частично потерять свои свойства при погружении в расплавленный припой, например, SMD светодиоды |
Компоновка печатного узла
Сама конструкция ТНТ компонентов подразумевает соприкосновение с припоем в процессе пайки только выводов, через отверстия. Предпочтительное расположение ТНТ компонентов с несколькими рядами выводов — например DIP-микросхемы или разъёмы (особенно с количеством рядов 3 и более) – длинной стороной перпендикулярно фронту волны (параллельно направлению движения платы по конвейеру).
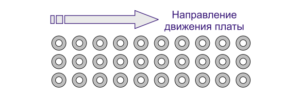
Это объясняется тем, что при выходе ряда близкорасположенных выводов из расплавленного припоя велика вероятность коротких замыканий из-за удержания припоя между выводами, благодаря действию силы поверхностного натяжения. В случае расположения рядов выводов вдоль направления движения платы происходит последовательный отрыв выводов от припоя, обеспечивается достаточный его дренаж и минимизация вероятности появления КЗ.
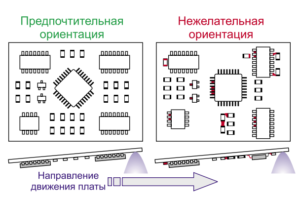
Основные принципы расположения SMD компонентов относительно фронта волны припоя — расположение микросхем с параллельными рядами выводов — длинной стороной вдоль направления движения платы (аналогично ТНТ микросхемам и разъёмам), квадратных корпусов (такие как QFP) — под углом 45 градусов, для обеспечения последовательного отрыва выводов от припоя и исключения эффекта затенения, компонентов с двумя выводами (например, Chip-резисторы или диоды в корпусе SOD) — длинной стороной параллельно фронту волны, для исключения эффекта затенения.
Нежелательно близкое расположение SMD компонентов друг к другу, особенно если они имеют разную высоту – это приводит к затенению контактных площадок корпусами соседних компонентов и, следовательно, препятствует пайке. Рекомендуется располагать пассивные компоненты на расстоянии 1-2 максимальной ширины корпуса смежных компонентов. Так же следует избегать близкого расположения выводов SMD, TНТ компонентов и открытых переходных отверстий – очень велика вероятность возникновения КЗ.
Геометрия контактных площадок
Пайка волной – это комбинация действия сил притяжения расплавленного припоя к смачиваемым поверхностям (открытые проводники, контактные площадки, выводы компонентов) и его отталкивания от несмачиваемых поверхностей, таких как паяльная маска или корпуса SMD компонентов. Если контактные площадки будут очень маленькими, либо расположены в «труднодоступных» областях ПП, то это затруднит доступ к ним припоя.
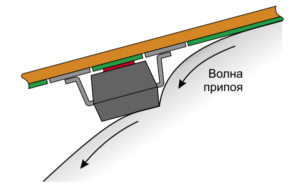
Благодаря действию сил отталкивания расплавленного припоя от поверхности ПП и корпуса компонента, мениск припоя, при его движении, не достаёт до контактной площадки, происходит, так называемый, эффект «затенения» контактной площадки и вывода SMD компонента собственным корпусом – пайки в этом случае не происходит. Единственным способом обеспечить доступ припоя к месту пайки в данном случае является увеличение размера контактной площадки в сторону от компонента.
При этом смачивемая поверхность КП как бы выносится из затенённой области и «втягивает» припой к выводу. Увеличенные размеры контактных площадок SMD компонентов являются фундаментальным фактором в надёжной и качественной пайке на волне. При выборе геометрии контактных площадок для SMD компонентов, в случае их пайки на волне, рекомендуется руководствоваться требованиями стандарта IPC-7351 Generic Requirements for Surface Mount Design and Land Pattern Standard, используя данные для уровня плотности A (Most Land Protrusion).
Еще статьи о монтаже печатных плат и пайке волной: