Что это за белый налет на печатных платах? Почему он внезапно появляется на тех местах, где его раньше никогда не было? В чем причина его появления? Почему в одних случаях он появляется, в других нет, в чем причина такого непостоянства? Эти вопросы, сопровождающие паяные сборки, были отправлены в лабораторию Kester для анализа и на них удалось найти ответы, почему даже после очистки сборок от флюса остаются загрязнения.
Проблема не ограничивается только канифольными флюсами и очисткой плат растворителем, она также возникает и при использовании водорастворимых флюсов и при удалении любого типа флюса водой. Процессы пайки и очистки включают в себя так много химических веществ во флюсе, печатной плате, компонентах и чистящих средствах, что полное понимание реакций очень сложно, если вообще возможно.
Проблема не связана с составом флюса, ведь при использовании водорастворимых флюсов также возникают проблемы с белым налетом, как и для канифольных флюсов. Сам по себе органический водорастворимый флюс более склонен к окислению и разложению, чем канифольный флюс, потому что, как правило, водорастворимые органические кислоты менее термостабильны, чем кислоты на основе смол. Галогенидные (хлоридные и бромидные) соли помогают снизить окисление и улучшить активность, но могут привести к образованию нерастворимого в воде остатка соли металла. Другие продукты разложения, вызванные нагревом при пайке, также нельзя или весьма проблематично удалить водой.
Белый налет чаще возникает при использовании обычного флюса на основе канифоли (Rosin Flux). А если канифольные флюсы являются такой проблемой, зачем продолжать их использовать? Ответ прост. Эти флюсы достаточно активны для пайки электронных узлов, а оставшееся частицы флюса после очистки имеет очень хорошее сопротивление изоляции. Большинство часто используемых флюсов на основе канифоли имеют сопротивление изоляции 1010 Ом или выше. Проблема возникает, когда требуется удалить остатки флюса после пайки: либо из-за того, что сборка будет работать в условиях повышенной температуры (выше 65°C), когда канифоль становится «липкой», либо канифоль может отслоиться и попасть между электрическими контактами, либо просто для эстетики (не очень хорошая причина чистки).
Канифоль получают из смолы сосен. Она, по сути, представляет собой сосновый сок, из которого было отогнано примерно 20% скипидара. То, что остается после этого, и есть собственно канифоль. Древесную (wood) канифоль получают кипячением старых стволов и пней. Талловая (tall oil) канифоль является побочным продуктом процесса производства бумажной массы. Древесная и талловая канифоль подобны обычной канифоли, но содержат другую смесь смоляных кислот. Первичные одноосновные смоляные кислоты для трех основных источников канифоли обычно распределяются в следующих процентах:
| Распределение смоляных кислот в канифоли | |||
|---|---|---|---|
| Кислота (Acid) | Канифоль (Gum) | Древесная канифоль (Wood) | Талловая канифоль (Tall Oil) |
| Абиетиновая (Abietic) | 20 | 50 | 35 |
| Неоабиетиновая (Neoabietic) | 16 | 5 | 5 |
| Дегидроабиетиновая (Dehydroabietic) | 7 | 10 | 30 |
| Палюстровая (Palustric) | 30 | 10 | 10 |
| Пимариковая (Pimaric) | 5 | 5 | 5 |
| Изопимариковая (Isopimaric) | 22 | 20 | 15 |
Как правило, нежелательно иметь в канифоли более 30% кислоты какого-то определенного типа из-за возможной кристаллизации в растворе. Также надо помнить, что талловая канифоль может содержать в составе значительное количество жирных кислот.
Из-за различной смеси кислот в смолах химический состав канифоли бывает очень сложным и непредсказуемым. Состав кислот, в том числе, зависит и от места производства и происхождения канифоли: Америка, Португалия, Китай и Бразилия. Все они различаются по составу:
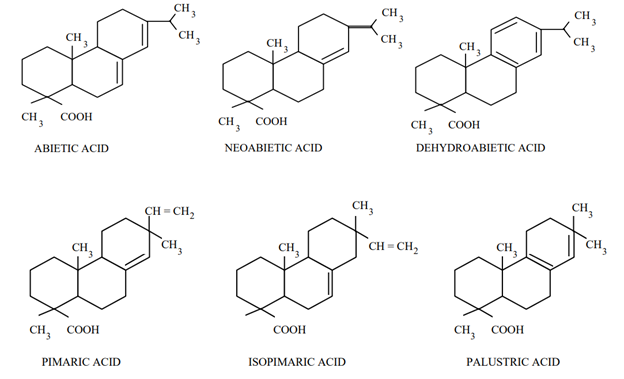
В таблице указаны шесть основных кислот, входящих в состав канифолей, но на самом деле их гораздо больше, по крайней мере еще столько же присутствуют в других изомерных формах просто в меньших количествах. Обычная канифоль на 90% состоит из 3 кислот, оставшиеся 10% — это некислотные вещества. Состав этих нейтральных ингредиентов включает более 100 соединений. Из основных:
- Сложные эфиры смоляных кислот (resin acid esters);
- Сложные эфиры жирных кислот (fatty acid esters);
- Дитерпеновые альдегиды и спирты (diterpene aldehydes and alcohols);
- Углеводороды С19 — С31 (C19 — C31 hydrocarbons);
- Воск (wax)
Итак, что может произойти с канифолью во время пайки, когда она подвергается воздействию воздуха и окисленных металлических поверхностей?
В окислении канифоли при нагревании участвуют двойные связи смоляных кислот. Особенно сильно подвержены окислению кислородом из воздуха сопряженные двойные связи кислот абиетинового типа из-за ненасыщенности (unsaturation). Реакция представляет собой окисление, в результате которой образуются пероксиды, гидрокси- и кетосоединения. Эти соединения гораздо хуже поддаются очистке растворителями, оставляя даже после очистки неравномерно распределенную по поверхности платы белую пленку. Самый распространенный тип плат, на которых появляется этот осадок – многослойные платы со слоем заземления. Чрезмерное количество тепла (это и температура, и время воздействия) приводит к реакции окисления канифоли.
Считается, что перегрев выше 150°C вызывает полимеризацию канифоли. Хотя, скорее надо говорить об образовании эпоксидов, а не о полимеризации, которая безо всяких катализаторов происходит все-таки при температурах выше 250°C.
Это окисление можно свести к минимуму путем гидрирования смоляных кислот, чтобы уменьшить ненасыщенность. Однако при этом паяемость канифоли значительно снижаются. Эта окисленная канифоль, по-видимому, и является «белым налетом», наиболее распространенным остатком, появляющимся на паяных печатных платах. Хлорсодержащие или фторсодержащие растворители, спирты и вода с омылителем оказываются малоэффективными для его удаления.
Промышленный «волшебный» метод удаления этого белого осадка традиционно выглядит так: предварительный нагрев, нанесение флюса, удаление лишнего флюса перед пайкой. Часто, после обычной очистки таких плат белый осадок пропадал. На самом деле ничего волшебного в этом нет. Если этот налет представляет собой окисленную канифоль, расплавленные смоляные кислоты являются хорошим реактивным растворителем, помогающим легко удалить этот остаток. Лабораторные наблюдения показали, если остаток выглядит как пленка, его легко удалить, просто протерев сухой тканью или пропитанной с помощью других растворов на основе кислот. Например, флюс на основе органической кислоты на спиртовой основе очень эффективен при растворение белого налета. Кроме того, другие слабокислые растворы, такие как отбеливатель припоя (solder brightener) тоже хорошо себя зарекомендовал. Тридцатисекундное погружение в эти растворы с последующим ополаскиванием 50% раствором спирта в воде обычно без труда удаляет остатки. Что прямо указывает на канифоль как на источник загрязнения. Однако инфракрасный, ультрафиолетовый и HPLC-анализ различных партий канифоли не показали никакого химического различия между флюсом, оставляющим и не оставляющим белый налет.
Кислотная карбоксильная группа также вступает в реакцию при пайке. Поскольку олово часто обнаруживается в белом остатке, часть (менее 10% по наблюдениям) остатка может быть продуктом реакции между оксидом олова и смоляными кислотами. Результат часто называют абиетатом олова, а не резинатом олова, что более правильно, поскольку полученное соединение также образуется и с пимаровыми кислотами. Соли пимаровой и дегидроабиетиновой кислот практически нерастворимы в воде или спирте, тогда как соли абиетиновой, неоабиетиновой и изопимаровой кислот обладают чуть лучшей растворимостью.
Эта реакция с оксидами или гидроксидами металлов протекает медленно из-за «препятствия» со стороны молекулярной структуры коабоксильной кислотной группы. Тем не менее, реакция идет, и в результате образуется осадок:
2 R-C00H + Cu0 ——> (R-C00)2Cu + H20
Соли меди — зеленого цвета, а соли олова — желтовато-коричневого. Оба осадка выглядят не как кристаллы соли, а, скорее, как мыльная пленка. Этот тип налета обычно смешивается с основной массой канифоли и с ней вместе удаляются. Однако при смешивании с чрезмерно окисленной канифолью на плате остаются и резинаты (resinates) этих металлов.
Перевод первой части статьи The Nature of White Residue on Printed Circuit Assemblies, опубликованной на портале www.icimfg.com
By: Dennis F. Bernier,
Vice President, Research & Development
15 April 1988